「糊底盒」是一種在包裝易碎品、重物時非常常見的包裝盒,不僅能賦予商品高度的承重能力,堅實牢固的底部更能帶來絕對的安全感。
這期的包裝研究,就讓我們一起來探索「糊底盒」的眉眉角角,了解糊底盒的優點、常見的糊底盒形式、以及機器糊盒和手工糊盒的差異,最後再一起欣賞台日對於糊底盒,不同的包裝設計,探討背後的設計思維和文化影響!
什麼是糊底盒?
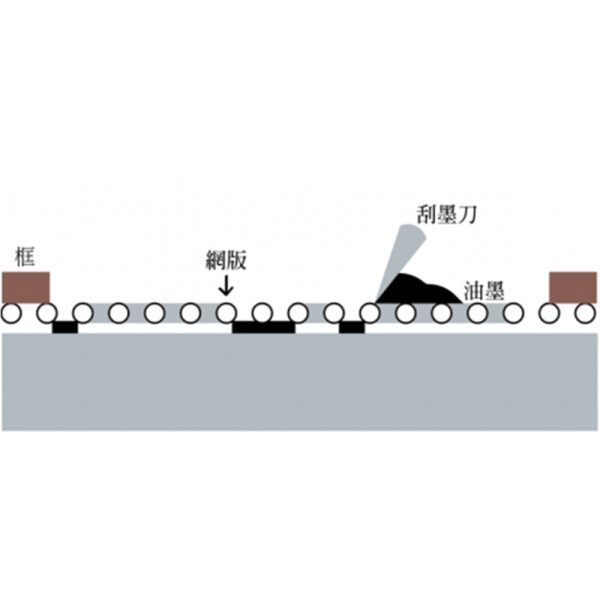
「糊盒」通常指的是包裝生產的最後工序,將印好的紙板折疊成型後,再以機器在包裝底部上膠糊口,最後產出成品。
而「糊底盒」就是底盒以上膠方式糊住的包裝盒,為了加強盒底耐重,盒底常設計成四片兩兩黏貼交盒,糊口後既可以作為卡榫支撐內容物,包裝成形後也避免產品從盒底取出。
糊底盒的優點
糊底盒具有以下優點:
1. 承重能力佳,不怕落底
由於底部被膠封住,「糊底盒」也是一般盒型中載重能力最好的,更不必擔心「落底」,但因為成本稍高,因此較適合用於包裝較重或易碎的產品,如玻璃罐、精密機械、家電用品等。
2. 成型方便,無須另外摺工
相比其他普通盒型,「糊底盒」的成形方式,更為方便快速,只需將平面紙盒立起撐開,底部即可成型,無需另外摺工,用於平面交貨非常可靠便利。
常見的糊底盒形式
不同的糊底盒也有不同的糊底方式,上膠口處也會不同,因此可分為單雙直線盒、糊邊勾底盒、四點糊、六點糊…..等,就讓我們來觀察這些常見的糊底盒吧!( PS. 這些基本盒形基本上都可用機器完成糊盒!)
- 直線、雙直線盒 : 產品走直線方式,經過糊盒機器的滾膠或噴膠系統上膠
- 糊邊勾底盒 : 產品除了側邊吃膠,底部四片中會有兩片上膠後讓勾子勾到定位,到折紙部成型。
- 四點糊盒 : 產品的周邊四片上膠後,會被勾子勾到定位,到折紙部成型。
- 六點糊盒 : 產品的周邊六片上膠後,會被勾子勾到定位,到折紙部成型。
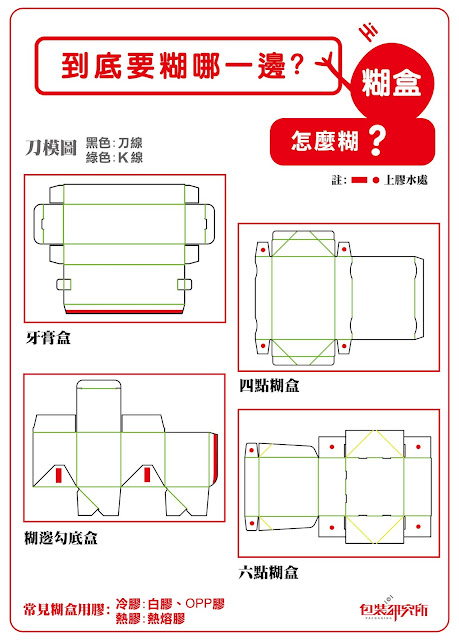
由左至右分別為單雙直線盒、糊邊勾底盒、四點糊盒、六點糊盒
機器糊盒vs手工糊盒
當糊盒設計完成,與印刷廠溝通製作事宜時,您可能會聽到「機器糊盒」和「手工糊盒」這兩個術語,這兩種糊盒方式有什麼不同?又應該如何選擇呢?
機器與手工都是糊盒常見的方式,顧名思義就是一個用糊盒機糊盒、另一個是人工一個個糊盒。這兩種糊盒方式有著各自的特點和適用場景。
機器糊盒:
適用於基本款盒形結構(如糊邊勾底、直線盒等)和大量生產。以一般拳頭大小的盒子來說,機器糊盒8小時就可以有75,000盒產量,生產高效率是手工無法比擬的。
然而,機器糊盒可能會有假性黏著、溢膠、接合處歪斜等問題,所以複雜的盒型就需要手工幫助。
手工糊盒:
但由於機器並非適用所有盒型,遇到較為複雜的盒型,還是需依靠手工線大哥大姊的巧手完成,手工糊盒的效率自然沒有機器這麼高,3個人8小時的產量會在10,000盒內,但優點在於出錯率低、完成度高。
表格 / 機器糊盒 VS 手工糊盒比較
| 機器糊盒 | 手工糊盒 |
| 基本款(糊邊勾底、直線盒等) | 較複雜的盒型 |
| 大(5000以上) | 小(5000以下) |
| 高(一般拳頭大小的盒子,8小時可達75,000個) | 低(一般拳頭大小的盒子,8小時難達10,000個) |
| 生產效率高 | 適用於複雜盒型,出錯率低 |
| 1. 大型、複雜盒形可能無法糊盒 2. 可能有假性黏著、溢膠、接合處歪斜等問題 | 人工效率較低 |
機器糊盒常見5大問題
雖然機器糊盒可以節省人力與大大增加效率,但難免還是會遇到糊盒異常的問題,糊盒常見的異常包括:糊邊歪斜、脫膠、假性黏著、破損、髒汙等,如果遇到這些糊盒的品質問題,需要由人工再進行處理喔!
1.糊邊歪斜
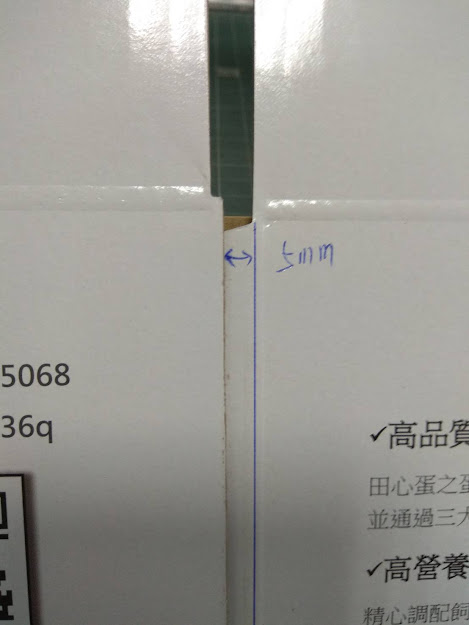
糊邊沒有到正確位置(上下左右跑掉),造成接合處歪斜。(判斷方式為糊邊接合處上下,誤差值超過2mm以上)
2. 溢膠
兩個盒子因為膠水長度太長,或出膠量太多而黏在一起
3. 假性黏著
因為壓紙時間不夠,膠水種類問題,或機器壓紙壓力不足,導致糊盒看起來有黏住,但成型時碰撞一下就彈開。

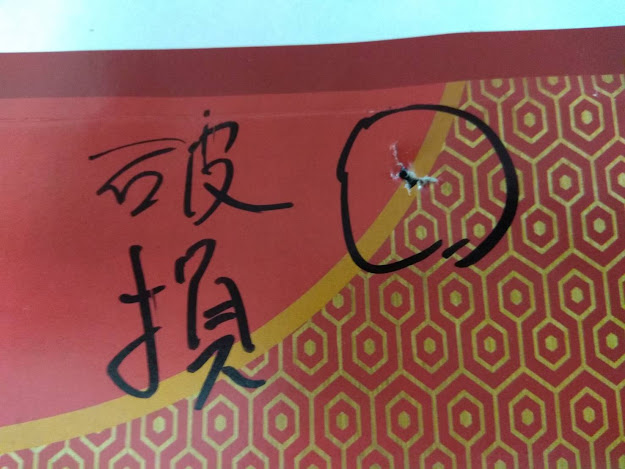
4. 破損
生產過程中,因為紙張變形、翹曲、彎曲,勾到機器上的配備,而產生破損現象
5. 髒汙
盒子在加工過程中,沾到油汙或灰塵,造成盒子某處有髒汙。
糊盒通常都用什麼膠?
糊盒機專用的膠可以分為冷膠與熱膠。兩者的分別主要在於上膠前是否需經加熱處理。
- 冷膠:包括白膠、opp膠等,不需要經加熱處理直接可以上膠,成本較低
- 熱膠:如熱熔膠,原始呈現為顆粒狀,經由加熱處理後,呈現膠狀後上膠,成本較高
無論是冷膠還是熱膠,在製造過程中都需要添加「揮發性有機物(VOC)」的成分。VOC大多具有揮發性,揮發進入空氣中,可能會對人體造成不同程度的傷害。因此現在糊盒機所使用的膠水多半是低VOC等級的,以確保生產同仁與消費者的安全。
如今對糊盒工藝變得越來越復雜,且對於膠與品質有越來越高的要求。包研使用的「高級糊盒機」以高效、精確、安全的系統,能滿足快速運轉的全自動糊盒機的最高技術要求。
糊盒包裝研究:台日四點糊盒差異
是文化改變設計,還是設計改變文化呢?包研分享過許多獨具巧思的日本包裝設計,及特別的盒型結構,這次我們也想嘗試在糊底盒裡,找出台日差異!


我們搜集了大量糊底盒做觀察,發現台灣與日本,糊底盒會因為各自產業、用途的原因,而呈現許多不同之處,以下就以兩款「四點糊盒」為例,說明兩個國家糊盒設計方式的不同。
1.刀膜折線位置
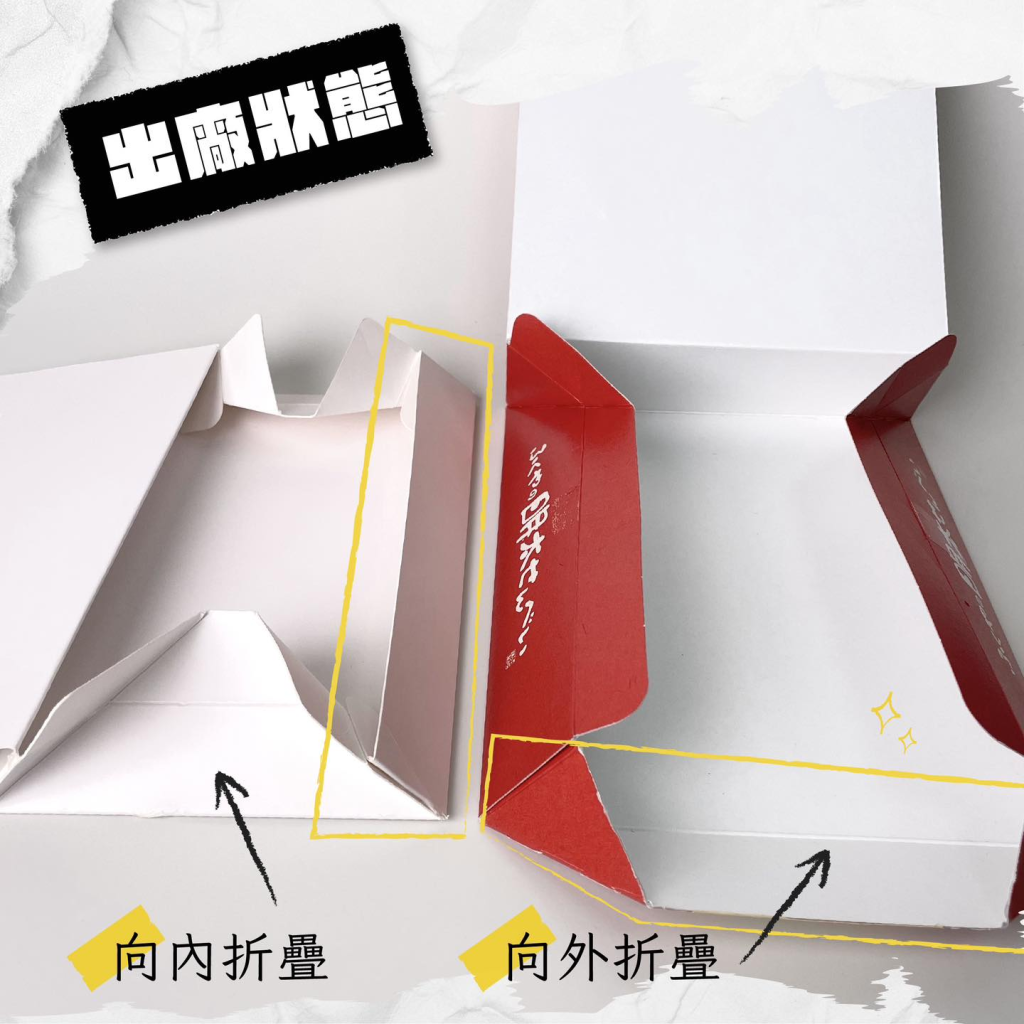
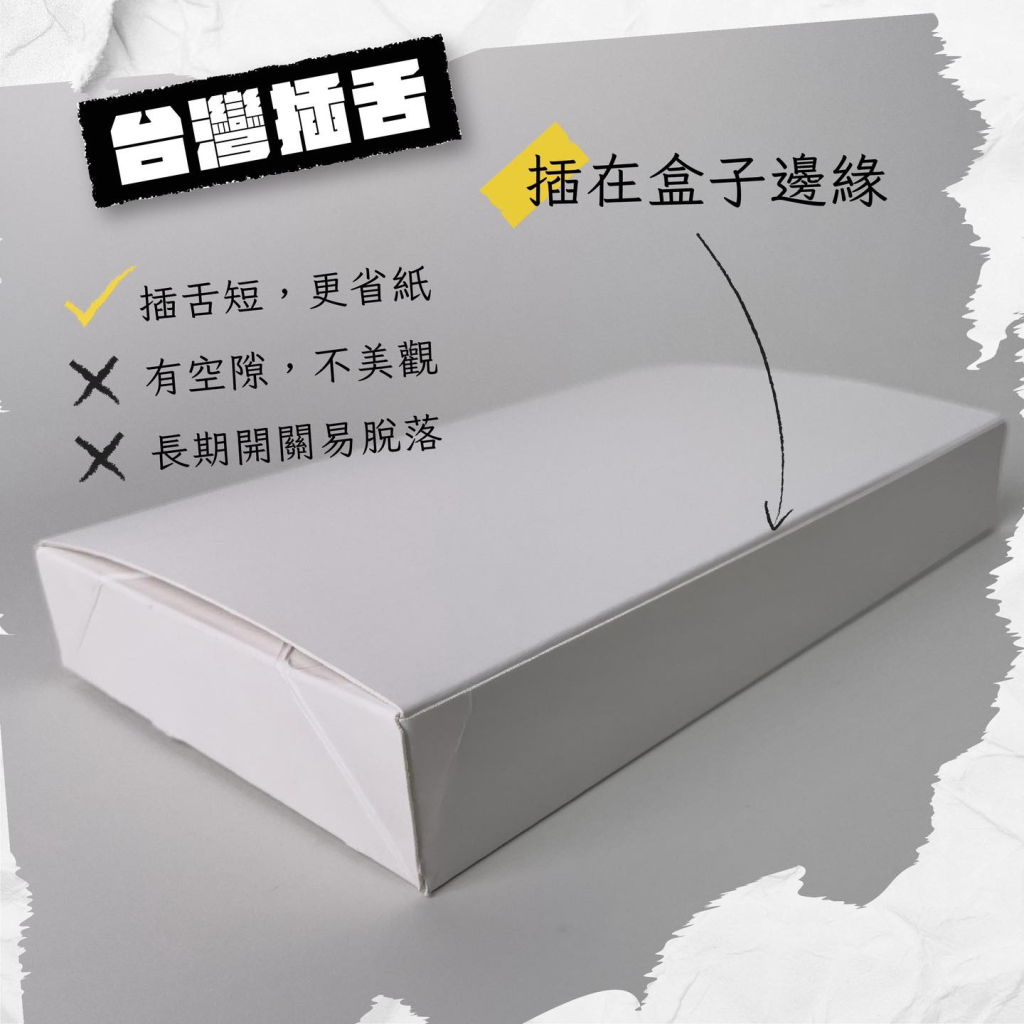
仔細觀察兩種四點糊盒刀膜折線位置,台灣糊底盒折線通常位於盒子的腰部,向內折疊,而日本製造的折線則位於盒子的開口處,向外折疊。
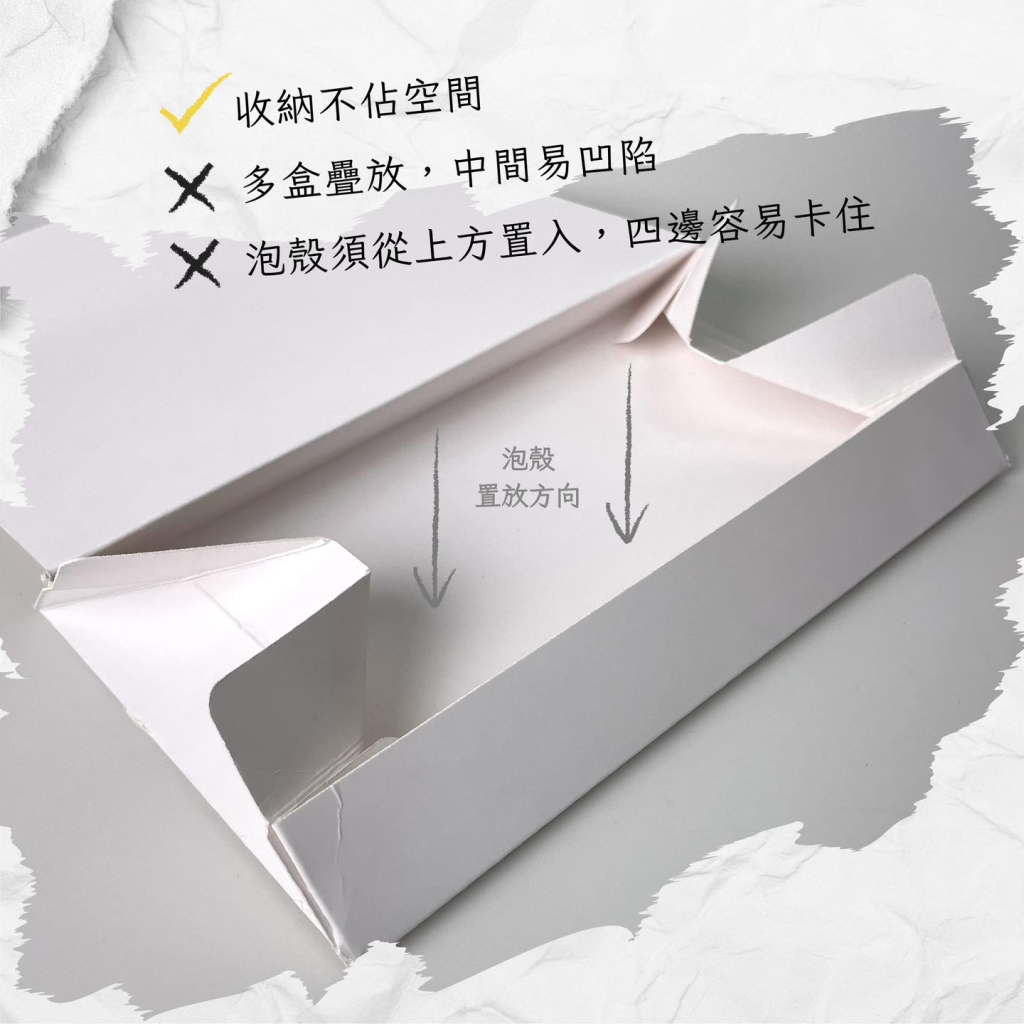
在台灣,向內折疊的糊底盒,有利於物流運輸及存放,但店員常需要在店內組裝盒子,由於受力慣性,盒子容易往內縮,可能會導致在放內襯(如塑膠泡殼或紙襯)的時候卡住。
相比之下,日本的糊底盒設計,由於拉開後會往外撐開,能使內容物能更輕鬆放入,組裝也更加輕鬆快速,但是多邊形的結構可能會讓收納變得較不方便,但摺疊後盒蓋與盒底之間的空隙小,中央不易凹陷,較利於多盒疊放。

這張照片是錯的,實際上耳朵有被黏住
2.盒蓋設計
台灣糊底盒的盒蓋開啟方式類似牙膏盒,但容易產生小縫隙,重複開關可能導致盒蓋脫落。相比之下,日本糊底設計了較長的盒蓋,以避免縫隙,並能延續盒蓋圖案,同時插舌也更加牢固。但這樣的設計也會增加紙材的成本。

觀察完台灣與日本的糊底盒後,我們可以發現,台灣和日本的糊底盒設計存在差異的原因,主要是為了滿足兩地不同的產業需求與應用場景。
相較網購發達的台灣,紀念品產業、糕點門市林立的日本,糊底盒也發展出最方便店員組裝禮盒的刀模方向。不僅單手就可以完成成型、泡殼也可以輕鬆滑入盒子內,如果你做過門市店員,一定會倍感貼心!因此,台灣的糊底盒更適合物流運輸,而日本的設計對組裝更貼心,能提供更輕鬆的組裝和更好的重複使用體驗。
糊底盒作為一種包裝形式,不僅提供了高承重的安心與好組裝的便利性,還反映了不同國家間,因為文化和產業需求,導致包裝設計理念的差異。如果我們在設計包裝時,也能考量商品銷售結構,設計便於組裝的包裝,不僅能加速門市結帳流程,更能增進消費者良好的購物體驗!
包裝研究所,專營企業量產型的商品包裝設計印刷、盒型結構設計。如果您有包裝設計需求,歡迎隨時透過以下方式與我們聯繫洽談!包裝研究所將在保持產品質感的前提上,建立公規標準化要求,以確保高生產效率為目標,為企業用戶量身訂做最優質的包裝方案。讓產品在優質包裝助力下,更體面地走向市場!